|
|
|
|
|
|
Detail produk:
Syarat-syarat pembayaran & pengiriman:
|
| Standar: | ASTM B166 | Permukaan: | Cerah & Blokir |
|---|---|---|---|
| OD: | 0,2 ~ 80mm | Dinding: | 0,01 ~ 10mm |
| Panjangnya: | 0,2 ~ 6000mm | Kerajinan: | Menggambar Dingin |
| Bentuk: | Tabung | Nama yang umum: | FeNi52 |
| Aplikasi: | Penyegelan kaca | Ni%: | 51,5 ~ 52,5 |
| Cahaya Tinggi: | Paduan Suhu Tinggi 15x1.2mm,Paduan Suhu Tinggi UNS N14052,Paduan Suhu Tinggi ASTM B166 |
||
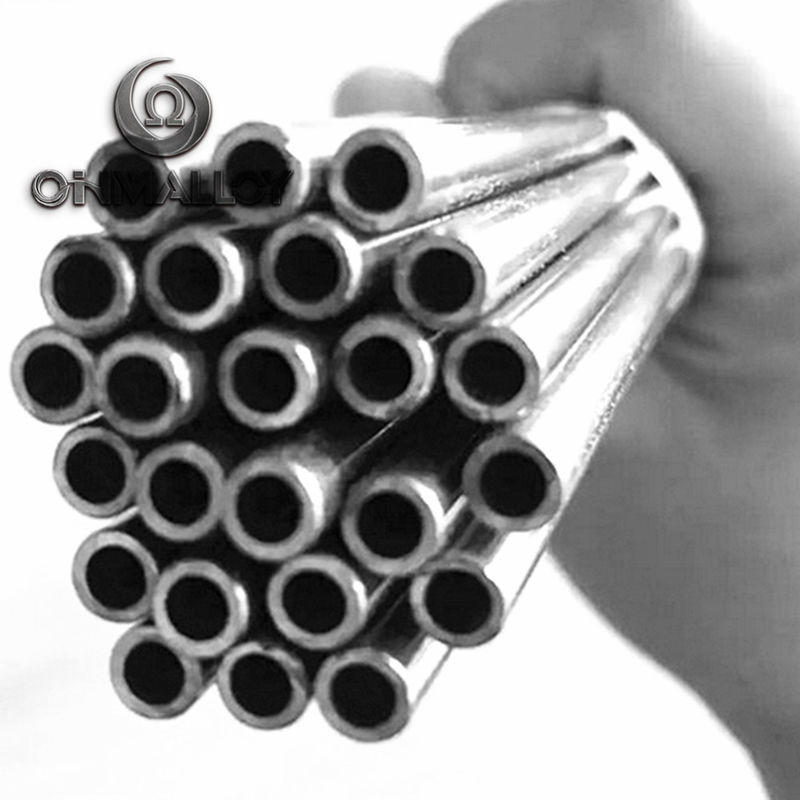
Cold Drawing UNS N14052 Alloy52 Tube / Pipe 15x 1.2mm untuk penyegelan kaca yang diproduksi oleh ASTM F30
Komposisi kimia
| Kelas | C% | P% | S% | M N% | Si% | Cu% | Cr% | Mo% | Ni% | Bersama% | Fe% |
| Paduan52 | Maks 0,05 | Maks 0,020 | Maks 0,020 | Maksimal 0,80 | Maks 0,30 | / | / | / | 51,5 ~ 52,5 | / | Bal. |
Spesifikasi
| Kelas | Nama yang umum | Nama yang umum |
| Paduan | Vacodil520 | NILO 52 |
Properti fisik
| Kelas | Massa jenis | Resistivitas |
| Kovar | 8,25 g / cm3 | 0.43 |
![]()
Ukuran butir Paduan52
Ukuran butir dari sabuk penggambar dalam paduan tidak boleh kurang dari tingkat 7, dan ukuran butir kurang dari tingkat 7 tidak boleh melebihi 10% dari luas area.Jika diperkirakan ukuran butiran rata-rata strip dengan ketebalan kurang dari 0,13mm, jumlah butiran sepanjang ketebalan strip tidak boleh kurang dari 8.
Kinerja pengelasan Alloy52
Emas gabungan memiliki kinerja pengelasan yang baik dan dapat dibrazing serta dilas titik.Kombinasi emas dan kaca lembut harus dioksidasi terlebih dahulu sebelum ditutup.
Koefisien Ekspansi
| Paduan | Koefisien Linear dari Muai Panas a, 10-6 / ° C | |||||||
| 20-200 ° C | 20-300 ° C | 20-350 ° C | 20-450 ° C | 20-500 ° C | 20-600 ° C | 20-700 ° C | 20-800 ° C | |
| Kovar | 10.4 | 10.2 | 10.3 | 10.3 | 10.3 | 10.8 | / | / |
Perlakuan Panas Untuk Paduan52
(1) Anil pelepas tegangan Untuk menghilangkan tegangan sisa bagian setelah pengerjaan, diperlukan anil pelepas tegangan: 430 ~ 540 ℃, pelestarian panas 1 ~ 2 jam, pendinginan tungku atau pendingin udara.[1]
(2) Anil menengah Untuk menghilangkan fenomena pengerasan kerja yang disebabkan oleh paduan dalam proses penggulungan dingin, penarikan dingin dan pencetakan dingin, untuk memfasilitasi pemrosesan lanjutan.Benda kerja perlu dipanaskan hingga 700 ~ 800 ℃ dalam ruang hampa atau atmosfer pelindung selama 30 ~ 60 menit, kemudian didinginkan tungku, didinginkan dengan udara atau didinginkan dengan air.
(3) Perlakuan pra-oksidasi Bila emas gabungan digunakan sebagai bahan penyegel, emas tersebut harus dioksidasi terlebih dahulu sebelum disegel.Film oksida seragam dan padat terbentuk di permukaan paduan.Bagian-bagian tersebut dipanaskan dalam hidrogen basah jenuh pada 1100 ° C selama 30 menit, dan kemudian dioksidasi di udara pada suhu sekitar 800 ° C selama 5-10 menit.Pertambahan berat bagian harus 0,1 ~ 0,3 mg / cm2
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Kontak Person: Jully
Tel: +8617301602658